To test the developed frequency converters motor-generator group is purchased and it is made of squirrel cage induction machine and a synchronous machine with permanent magnets on the rotor (PM machine). Nominal data of machines are approximately the same, and they are defined for sinusoidal current: P = 100 kW, U = 400V, I = 166 A, n = 20,000 min-1, M = 48 Nm. The machines are built in HSTec company from Zadar, whose main activity is design and manufacture of high speed motor spindles for machine tools. Design and development of construction engine-generator group was conducted by associate on this project, under the supervision of HSTEC’s professional staff. In doing so, the stator windings with packages and rotors are obtained from a specialized foreign manufacturer of high-electrical machinery, and in HSTEC are made or obtained other components such as rotor shaft, stator casing made of cast iron with channels for water cooling, for each engine four hybrid bearing with ceramic balls, incremental encoder for measuring the speed and position of the rotor, two temperature probes in the stator winding, terminal box. After demanding and precise assembly of components, machines are tested in HSTEC in idle mode at rated speed. After that both machines were mounted on a common base with rubber shock absorbers at FESB, and their shafts were connected with elastic coupling. In both machines on the non-drive sides are built in an incremental encoders with 256 pulses per revolution, provided that one has a 5V TTL encoder output signal and the second sinusoidal / cosine signals with an amplitude of 1 Vpp.
For lubricating of ceramic bearings with the motor-generator group aggregate for lubricating oil in a stream of air is installed, whose manufacturer is SKF. The aggregate for lubricating oil-air lubricates 8 bearings wherein it injects quantity of approximately 20 mm3 in the oil feed pipe system using air under pressure (6 bar). Impulse of oil lubrication is triggered every 6 minutes. The air flow causes additional cooling effect for each bearing.
Because of the water cooling of machines it is installed hydraulic cooling system which ensures a steady flow of cooling water with additives against corrosion. The required flow rate is 16 l/min, inlet temperature may be in the range of 10-400C, and a maximum increase of coolant temperature at the nominal loaded machines is 100C.
The first testing of motor-generator group with 50% of nominal load was carried out in a manner that asynchronous machine in a motor regime was driven by one-quadrant frequency converter type Vacon NXP0300, and PM synchronous machine was loaded in generator mode through laboratory model of developed frequency converter which is based on ascending DC/DC converter.
APPENDIX 1: Photograph of motor-generator group with oil aggregate and cooling system
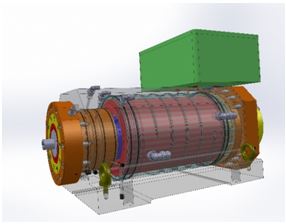
APPENDIX 2: 3D model of squirrel cage machine in variant when the channels for water cooling are visible



{kind=link}
{kind=link}